现状研究
现在随着三维设计逐渐普及,复杂形体的建筑越来越多,异形、曲面等复杂造型层出不穷,这些异型建筑外墙多采用幕墙系统。在华丽又富有现代感的外观下,随之而来的幕墙的安装质量问题却在一些实际工程中屡见不鲜。比如加工完的玻璃安装不上、幕墙漏雨、幕墙自爆率高等等问题。目前,玻璃幕墙从设计到加工到最后安装最容易产生问题的环节有以下几个方面:
首先是钢龙骨与玻璃的深化、安装有时并不是由一家公司负责。钢龙骨安装时必然存在误差与调整,这部分误差没有反馈给玻璃深化设计,导致玻璃深化设计依据的龙骨与实际不一致。
其次,目前对曲面或双曲玻璃的深化方法是一种二维的简化加拟合的过程。在钢龙骨安装完毕后,通过人工现场测量双曲玻璃所属的每根龙骨的弦长、拱高、以及对角线焦点的位置等数据,在深化模型中拟合出每块双曲玻璃。这些数据其实是将一块双曲玻璃简化成一个“曲面金字塔”,整个建筑曲面则由这些小的“曲面金字塔”拼接起来,严格来说,建筑外表是不光滑的。这种目前最普遍的曲面玻璃深化设计方法不仅测量费时费力,而且数据准确度不高。
同时,在玻璃加工环节,处于成本的考虑,并未直接利用玻璃深化模型进行加工,而是由玻璃深化方将模型展开成平面进行玻璃下料,然后利用数控钢化炉,自动拱起一个合适的弧度,平板玻璃受热就会两边下垂,贴合模具,做出弯钢玻璃。这种方法用于单曲面玻璃加工时精度较高,但用于双曲玻璃时,由于玻璃各条边也为曲线,因此加工难度较大,玻璃的贴合度仅在80%左右,这是造成幕墙渗漏的主要原因。
现场安装时,时常会有双曲玻璃安装不上的情况发生。尤其是现在龙骨与玻璃分别由不同公司承担,各自的误差叠加而造成返工,扯皮,延误工期等情况不可避免。一些安装完成的玻璃往往存在缝隙较大的情况,建筑使用时会有漏风、漏雨,降低保温性能,影响使用。有些工人在安装有误差的玻璃时,若大量采用扳、撬龙骨或加热玻璃一角的方法来强行安装,则会埋下玻璃自爆的安全隐患。
技术理论
传统检测监管与控制手段对改善幕墙安装质量作用有限,且效率较低。鉴于这些存在的问题和现状。提出了技术理论和手段:
一是引入逆向设计的思路。传统的正向设计强调各工序“按图施工”,忽视了过程中的叠加误差。而逆向设计则强调先正向设计,在前工序完成后随即逆向检查其符合程度,如无大的偏差,即以此改善设计,下一工序是“将错就错”的顺应性施工。用这种“一正一逆,前后交替”不断纠偏的方法来控制质量。
二是BIM加扫描,虚实对比。根据“控制论”的理论,质量的控制必须具备五大元素:“标准、传感、比较仪、决策、受感器”。双曲幕墙施工中“标准”可以由BIM模型来完成,BIM模型是人为主观意识的创意,是虚拟信息的载体。将BIM模型的应用贯穿整个流程,以BIM模型作为校核、评估的标准,每道工序都有一个对应的BIM模型。因此,评判一道工序是否合格的标准就是前一道工序的BIM模型。
然而“传感器”、“比较仪”一直缺少手段。现在我们有了三维激光扫描技术,可以作为现实世界客观实际的记录手段。利用高速激光三维扫描测量的方法获取被测对象表面的三维坐标数据,可以快速、大量地采集空间点位信息,而且具有很高的分辨率,为现场传感快速建立现状的三维影像模型提供了一种全新的技术手段。将该技术用作现场真实状况的记录,不仅速度快,准确度高,而且几乎不存在漏测的情况,扫描一次即可在计算机中得到设计所需的全部数据,为现场测量费时费力提供了终极解决手段。
把扫描的点云模型导入进REVIT模型中,与原设计叠合,可以作为一个“比较仪”供设计“决策”,并向后工序“受感器”发出指令。这正好又为前述的正逆设计提供了一种技术手段,这样就真正完成了控制论的全过程。而且这种控制是在信息处理的虚拟环境及现场实体环境不断转换之间进行的,虚实一体,充分发挥了BIM模拟的优势,避免了实体世界返工的损失,所以具有很大的实际意义。
实际案例
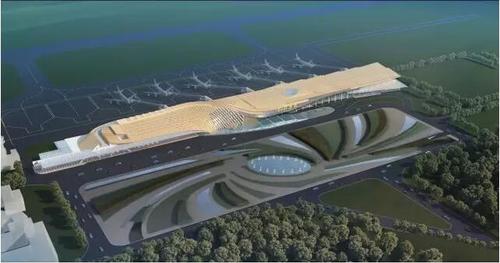
某高级酒店。建筑高101.2米,宽116米,地上23层,地下2层,总建筑面积6.5万平方米,BIM设计。建筑外形独特,呈指环型形状,因此存在大量双曲面玻璃。我们承担了该项目的监理工作,在双曲面玻璃安装监管方面遇到了一些难题。研究小组以此为契机,选取两块形状最复杂的双曲幕墙作为研究对象,做一次探索和尝试。研究小组介入时,主体结构已封顶,幕墙钢龙骨也已安装到位,玻璃正处于安装阶段。首先,我们挑选两块弧度较明显的双曲玻璃,将已安装完成的龙骨进行三维激光扫描。扫描结果精确到1毫米。整个扫描时间仅为十多分钟。能够从扫描数据中获取任意空间点之间的距离,方便测量。
将扫描结果在专业软件中拟合处理,可以得到真实现状钢龙骨的三维模型。通过拟合成的模型可以发现钢龙骨的扭曲,安装偏差等细节。
经过设计与原BIM模型比较,误差较大,在4毫米以上,但符合安全及外观要求,因此不必要返工。但为确保不会导致渗漏,要求后工序的玻璃必须与此龙骨高度贴合。据此,依据扫描生成真实的钢龙骨模型,我们改善了设计,在BIM软件中创建了贴合现状龙骨模型的玻璃曲面模型。通过模型可以清楚看到玻璃上下两条边为不共面的弧线,即玻璃为双曲面玻璃。
在得到双曲面玻璃模型后,我们联系了三家玻璃制造厂商,希望厂商能够利用我们的龙骨模型直接生产出准确的玻璃,但是厂商没有按照三维模型直接浇铸双曲玻璃的设备。用三维模型开模的方法成本太高,所以都婉拒了这一业务。我们只得联系了国家快速数码制造中心,利用三维激光快速打印设备,对玻璃进行精确加工。
由于三维激光快速打印对材质有一定的要求,目前受机器限制,可以用的材质有树脂、石膏、ABS塑料、合金金属等,暂时不能够直接打印玻璃材质。在综合评价材料强度,运输难易程度以及打印制造成本后,最后选择了ABS工程塑料作为快速制造材料。
在ABS塑料制成后,考虑到可能再次产生的误差,我们又“逆向”对完成的玻璃进行三维扫描,扫描结果和打印的源文件进行误差比对。可以发现,快速打印完成的ABS模型误差在2毫米以下,精度完全能够满足工程需要。
接下来,我们将扫描后的龙骨模型与扫描后的“玻璃”及其它附件模型在电脑中虚拟安装。这一方面可以检验玻璃与龙骨的贴合度是否合格,另一方面也是工法模拟,确保现场安装准确无误。结果:误差1.6毫米,符合现有2毫米的允许误差。于是同意运到现场正式安装。
最后在现场安装时,先安装ABS成品模型,再安装传统方法加工的玻璃,然后对比安装误差。由于采用了先进的快速打印及虚拟安装比对,ABS成品模型安装精准,贴合度近乎完美,最大的缝隙仅为1.6毫米,完全能够满足工程质量要求而且省时、省料、省力。而传统方法制造的玻璃安装后,最大缝隙达到了11毫米,必须采取一定的补救措施。
通过对该项目局部两块双曲面玻璃幕墙的研究和实践,我们得到了不少经验和成果:
首先,通过多次到现场、幕墙施工单位、玻璃厂走访和交流,我们了解到行业的现状,普遍存在的问题,以及传统处理方法的弊端,从中获取了市场的需求。
第二,运用数码制造行业的一些先进的控制理念,将逆向设计的思路贯穿与研究实践中,保证每一步的前进都是合理的、可控的,同时下一步的工作依照前一步的足迹走下去,真正做到了“事前预控与事中调控”,为保证最终质量提供了理论依据。
第三,利用BIM、三维激光扫描、三维打印快速制造等先进的数字技术作为技术实施手段,通过在幕墙深化、制造、安装等环节的应用,在信息处理的虚拟领域与现场实体领域不断转换和比对,效率很高,省时省力,对技术的成熟度有一定了解,流程更清晰,同时应用的面也得到拓展。